
The investment casting process is an innovative method of producing castings in most all high melting point metals. Key characteristics of investment castings are their superior surface finish, and high levels of detail and dimensional accuracy.
At the heart of the process is specialized “lost wax” tooling, used to produce the unique patterns and cores so important to our high quality investment castings.
At Niagara Investment Castings, we understand the complexities of designing and building all of the specialized tooling required for each and every new application so you don’t have to worry about anything. We take care of all of the up-front Engineering required, and then work with a team of die makers to manufacture all necessary tools to enable us to consistently produce the highest quality investment castings possible, at affordable prices.
Types of Tooling Required For Wax Pattern Production
Lost wax injection tooling is a critical key element of what makes investment casting the unique foundry process that it is. These injection dies are used in high pressure molten wax presses at our facility to produce dimensionally accurate, high grade solid wax patterns, which form the basis for the next critical step of ceramic mold building, so they must be designed for ease of use, maximum efficiency, and durability.
There are three main types of tooling used at Niagara Investment Castings to produce our patterns,
i) wax pattern tooling
ii) soluble wax tooling
iii) ceramic coring tooling
Further details about each type of tool are as follows …
Wax Pattern tooling is necessary for all investment castings. The tool is made from high grade aluminum, and designed to accept the flow of molten wax under extreme pressure, in order to allow it to solidify into the wax pattern which is used to form the ceramic mold during the investing process. Unlike sand casting, lost wax tooling replicates the final casting in reverse, due to the fact that we cut “cavities” in which the wax flows to form our patterns. This tooling is often designed to be “collapsible”, in other words, it must be able to be taken apart to remove the solid wax patterns when they have cooled. Another critical element of the tooling design is that the 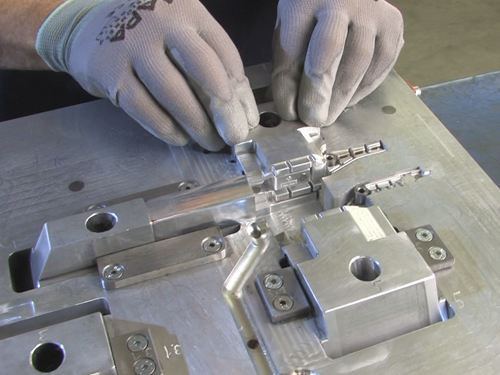 tooling must be constructed so that the wax patterns produced are LARGER than the final casting dimensions. This is due to the fact that metal shrinks during its solidification, so our Engineers must calculate an expected shrinkage rate for every dimension in the tool, and apply those expected shrinkage rates when cutting the tooling. In the pattern tooling, any internal features can be produced, however if the various metal components of the tooling cannot be removed from the wax after solidification has taken place, a suitable method of coring will need to be utilized to form internal features. The two types of cores, soluble and ceramic, are described in greater detail below.
tooling must be constructed so that the wax patterns produced are LARGER than the final casting dimensions. This is due to the fact that metal shrinks during its solidification, so our Engineers must calculate an expected shrinkage rate for every dimension in the tool, and apply those expected shrinkage rates when cutting the tooling. In the pattern tooling, any internal features can be produced, however if the various metal components of the tooling cannot be removed from the wax after solidification has taken place, a suitable method of coring will need to be utilized to form internal features. The two types of cores, soluble and ceramic, are described in greater detail below.
Finally, the tool can consist of simple single cavity varieties, or complex multi-cavity tools with automatic ejectors for higher volume jobs. Niagara Investment Castings has a wide range of wax presses to accommodate most every tool design and size, as well as for all ranges of jobs from small volumes to large.
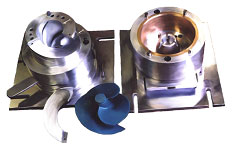
 Soluble Wax Coring Tooling is not required for every investment casting, but when our Engineers deem it is necessary, it is a very simple and innovative way to core any detail. It is used in conjunction with the main wax tooling, and requires a separate injection tool for the core. In fact, this tooling looks very similar to wax pattern tooling, and is also injected with molten wax under high pressure. The difference is that the soluble waxes produced are made from a special grade of wax, which can easily be dissolved in a mild etch. This technology allows us to form one or more of the internal geometries of a casting as a solid soluble wax shape, then transfer that wax to the pattern wax injection die, and the pattern wax (blue in the photograph) will be injected around the soluble wax (yellow in the photograph). After the pattern wax has solidified, we are left with a composite assemble of the two waxes fused together, and then we simply etch away the soluble wax to reveal the inner geometries.
Soluble Wax Coring Tooling is not required for every investment casting, but when our Engineers deem it is necessary, it is a very simple and innovative way to core any detail. It is used in conjunction with the main wax tooling, and requires a separate injection tool for the core. In fact, this tooling looks very similar to wax pattern tooling, and is also injected with molten wax under high pressure. The difference is that the soluble waxes produced are made from a special grade of wax, which can easily be dissolved in a mild etch. This technology allows us to form one or more of the internal geometries of a casting as a solid soluble wax shape, then transfer that wax to the pattern wax injection die, and the pattern wax (blue in the photograph) will be injected around the soluble wax (yellow in the photograph). After the pattern wax has solidified, we are left with a composite assemble of the two waxes fused together, and then we simply etch away the soluble wax to reveal the inner geometries.
Wax coring is utilized in applications where the resulting internal features are still able to be shelled during the standard investing process. If the internal features cannot be shelled due to size and/or ability to get the slurry/sand far enough into the wax pattern, then a solid ceramic must be utilized.
Ceramic Core Tooling once again is similar to the functionality of wax tooling, however it is typically made from steel rather than aluminum for durability reasons. Ceramic core tools do not use injection, rather, they are filled with a ceramic slurry and allowed to dry to a solid so that the slurry forms into a solid ceramic piece (white in the photograph to the right). These ceramic cores perform the same function as the soluble wax core, in that they are placed into the wax pattern tooling, and the pattern wax is injected around the core to form a composite piece (blue/white in center of photograph). However, since the core is now in place, and is already made from the same ceramic material as the standard shell, there is no need to remove it, and the composite pattern can now proceed directly to the shelling operation to build the ceramic shell around the remaining outer surfaces. When the shell is complete and the blue pattern wax removed by melting, the “pre-placed” ceramic core remains inside the shell, and therefore forms the internal details of the casting once the metal is poured into the mold.
are filled with a ceramic slurry and allowed to dry to a solid so that the slurry forms into a solid ceramic piece (white in the photograph to the right). These ceramic cores perform the same function as the soluble wax core, in that they are placed into the wax pattern tooling, and the pattern wax is injected around the core to form a composite piece (blue/white in center of photograph). However, since the core is now in place, and is already made from the same ceramic material as the standard shell, there is no need to remove it, and the composite pattern can now proceed directly to the shelling operation to build the ceramic shell around the remaining outer surfaces. When the shell is complete and the blue pattern wax removed by melting, the “pre-placed” ceramic core remains inside the shell, and therefore forms the internal details of the casting once the metal is poured into the mold.
Ceramic coring is the most costly coring method, and is used in applications where internal geometries need to be cast, but there is no other practical way to build the ceramic shell using standard dipping, or “investing” to form the ceramic. The completed casting seen in this same photograph (grey casting on right) is an example of a component with intricate internal details that are not easily accessible for shelling, and therefore could not be cast with this level of detail without the ability to use ceramic coring.
Other types of tooling may be deemed necessary when we engineer your job, depending on certain characteristics of the castings. Those other tools may include …
Checking Gauges are sometimes required for castings in order to verify certain specific dimensions or characteristics of a casting during the manufacturing or inspection process. If a checking gauge is required, it will be designed and built by Niagara Investment Castings Engineers to ensure suitability for the application, or we can accept checking gauges from the customer for use in our facility.
Cooling Jigs for Wax Patterns are sometimes required for the wax patterns after they are removed from the injection die. The wax pattern is very soft and will move if not supported properly while being allowed to fully cool and set to their maximum strength. This fixture is cut from wood, but often has the exact same detail as half of the aluminum injection tool so that the wax is evenly supported when the fragile wax pattern is not able to support its own weight while resting on any other surface due to its shape or size. An example would be a long thin curved airfoil, where keeping the shape is critical. Other wax cooling tools such as spacers may be deemed necessary by our Engineers to help maintain certain critical dimensions of wax patterns, such as the spacing between two lugs, where the cool down of the wax could cause distortion of the key features of the casting, even if the whole wax does not require support.
Straightening Fixtures are usually required if a casting tends to move or distort during the casting process. The need for straightening of castings is expected in many cases due to inherent design conditions which lend some castings to be less rigid than others, and in no way causes any damage to the integrity of the casting. As with checking gauges, we are pleased to take care of the design and manufacture of any straightening fixtures required. In some rare cases, the castings may respond best to straightening while heated red hot, and we also have the capability to perform hot straightening in those cases.