
What exactly is an Investment Casting?
The investment casting process is a metal casting process where a disposable wax replica, or “pattern”, which is identical to the casting desired, is produced from an injection molding type of tool. The wax models are engineered to be slightly larger than the casting due to the volumetric shrinkage of metal when it cools from a liquid to a solid. The wax patterns are gated onto a sprue, and then repeatedly dipped into liquid ceramic slurry to form a layered, seamless mold. After the ceramic has dried, the disposable wax is melted out leaving a hollow cavity into which the metal, melted from exacting recipes to achieve the desired alloy, is poured and allowed to solidify.
Why is it called “Investment” casting?
The term “investment” refers to the process of the ceramic slurry application. There are two main techniques to encase wax patterns in the high temperature ceramics which eventually become the mold to hold molten metal. One method is pouring ceramic slurry around a wax tree assembly that is inside a container, and the second is to dip the wax into the slurry to apply the slurry in layers. When any object is d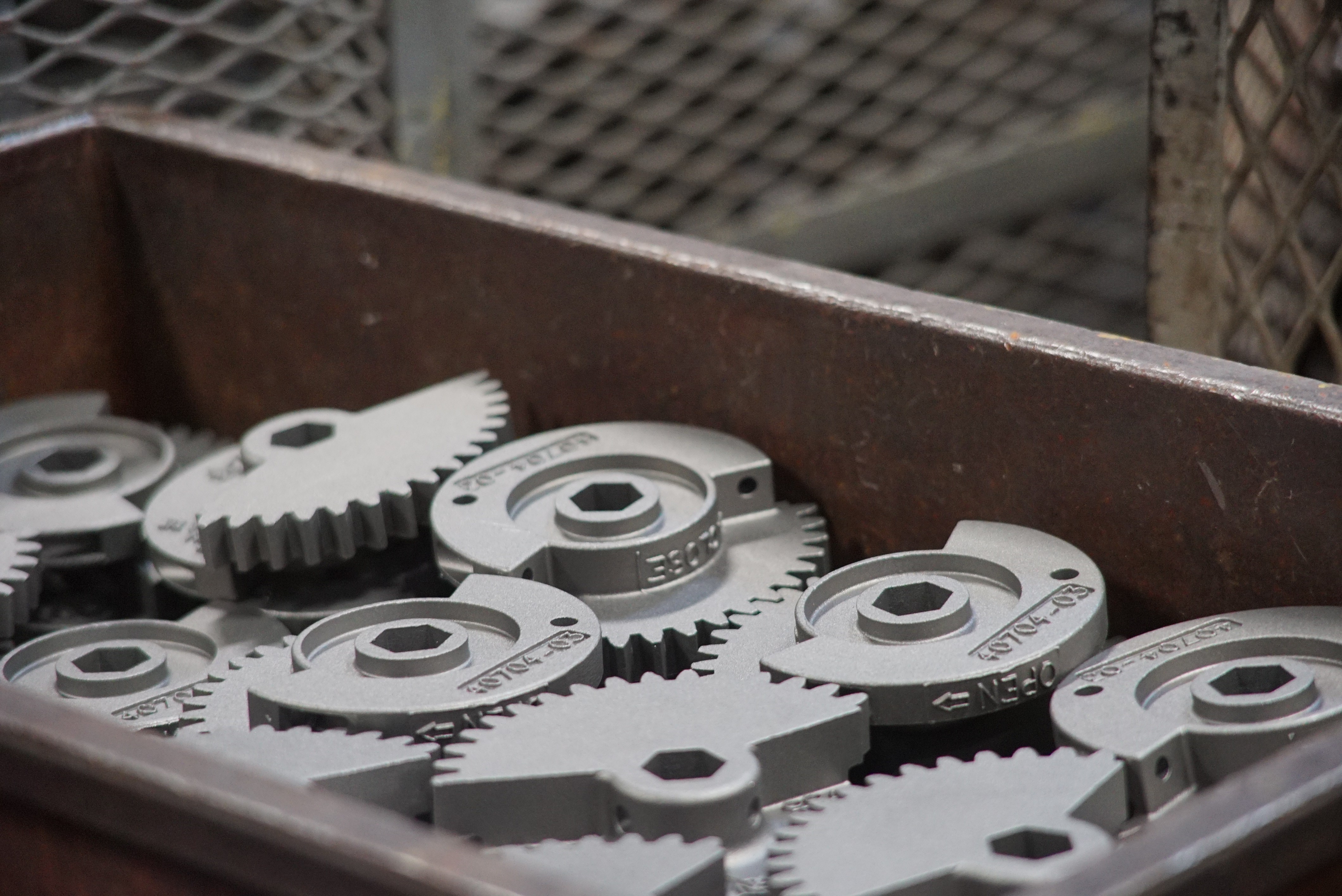 ipped into a liquid, and that liquid stays on the surface, that is called investing, and hence this is where the name comes from. The process is sometimes also called the “Lost Wax” process, reflecting the fact that the patterns are disposable, as well as “Precision Castings”, which reflects on the accuracy and fine detail of the castings themselves.
ipped into a liquid, and that liquid stays on the surface, that is called investing, and hence this is where the name comes from. The process is sometimes also called the “Lost Wax” process, reflecting the fact that the patterns are disposable, as well as “Precision Castings”, which reflects on the accuracy and fine detail of the castings themselves.
What alloys can be poured as investment castings?
Most all ferrous and non-ferrous materials can be investment cast. At Niagara Investment Castings, we specialize in casting stainless steels, carbon and high alloy steels, tool steel, along with copper base, nickel based, and cobalt base alloys. Although aluminum can be investment cast, it is not as popular due to it’s ability to be permanent mold cast due to it’s inherent low melting point. A full list of our alloys poured can be found at this link.
Why would I consider using investment castings?
The investment casting process offers many unique benefits over not only other casting processes, but also over many other common manufacturing processes, such as machining, welding, forging, stamping, and assemblies. Examples of these benefits are :
- Design Freedom: The investment casting process allows the designer the flexibility of nearly infinite alloy choices, and great flexibility in external and internal configurations.
- Unlike other casting methods, there are no draft requirements in the investment casting process, allowing for much more accurate dimensional conformance.
- Reduced Machining: Investment castings are produced to close tolerances and near-net size. There is little secondary machining required, thus offering savings in machining time and material costs.
- Mechanical Properties: Investment castings will usually be able to meet the same mechanical properties of components manufactured from wrought metals.
- Superior Aesthetics: The surface finish of investment castings is consistently better than 125 RMS. Fine details, text, logo’s and design features not attainable with other processes are possible.
- Reproducibility: The investment casting process produces a reliable and consistent product.
What are your size limitations?
Investment castings can be produced from a fraction of an ounce up to approximately 200 lbs. The distribution of the weight of a casting can have an effect on if a component can be investment cast due to the need to gate and feed the casting. Typically, if the wax pattern, with it’s gating attached, fits in a window of 24 inches cubed, we are able to produce the casting for you.
distribution of the weight of a casting can have an effect on if a component can be investment cast due to the need to gate and feed the casting. Typically, if the wax pattern, with it’s gating attached, fits in a window of 24 inches cubed, we are able to produce the casting for you.
What is the accuracy of the investment casting process?
Typically, a linear tolerance of plus/minus 0.010” for the first inch, and then another plus/minus 0.005” for each inch after that, is standard for investment casting. This varies depending on the size and complexity of the part, but it is a good rule of thumb when designing an investment casting. It is important to keep in mind that the smaller the casting, the more dimensionally accurate it can be investment cast, and for this reason large investment castings start to lose the dimensional accuracy which distinguishes the process from other manufacturing methods. A full detailed design guide can be found at this link for even more help. In addition, we encourage our clients to request meetings and discussions with us to assist with the development of a casting, as this can often result in an investment casting drawing for a part that substantially reduces or completely eliminates the post casting processing requirements to produce an acceptable part.
Are investment castings expensive?
While investment castings can be slightly more expensive than sand cast, forged, or some machined parts, they make up for higher cost through the reduction of machining achieved through the near net shape tight tolerances that can be held as cast. In cases where tolerances are tighter than investment castings can produce, many parts that require milling, turning, drilling, and grinding to finish can be investment cast with only .020-.030 finish stock. Many design elements can only be obtained through investment casting, since almost any configuration can be cast. The key to economical use of the process is to fully utilize its flexibility and incorporate as much added value into the casting as possible.
How do I request a quote and how long will it take to receive it?
You can either contact us directly to find out what details we require, or better yet, fill in our RFQ form and send it to us directly from that page. Please be as thorough as possible, and be sure to attach any drawings  you have. Our goal is to turn quotes around in three days or less. If you have an urgent matter, we can turn quotes around in less than a day.
you have. Our goal is to turn quotes around in three days or less. If you have an urgent matter, we can turn quotes around in less than a day.
What type of tooling is necessary, and how do I get it?
An aluminum die is used for injection molding of wax at our facility. Although these tools, typically called “dies”, can vary widely in configurations, in a general sense they are the “female” mold from which the “male” wax patterns are produced. Depending on the complexity of the casting, combinations of ceramic or soluble cores may be employed to yield the desired configuration. Unless you already have existing tooling you wish us to utilize, we take care of all of the design engineering and construction of your new wax tooling. Most tooling for investment castings falls in the $1,000 – $10,000 range, and typical tooling life is 50,000 pieces. This life can be substantially increased through the use of steel inserts in the aluminum die on higher volume programs.
What are the typical lead-times for samples?
Prototypes can be made in less than 3 weeks utilizing the rapid prototype process. Samples that come from simple tooling can take anywhere from 3-4 weeks after we get the tooling in and test it. Samples from more complicated tooling or those requiring further processing, such as machining or NDT, can take anywhere from 4-5 weeks, depending on the complexity of the component and the finishing requirements.
What is the lead-time for production parts?
Once a part is approved for production, our lead-time is 8 weeks. There are times when our clients just don’t have the luxury of a standard delivery, so please contact us in such cases, so we can reduce this lead-time to meet your requirements wherever possible.
Can we use Rapid Prototyping versus building a prototype tool?
Rapid prototyping makes sense when you only need a few parts or you want to evaluate a design prior to the expense of purchasing lost wax tooling. We utilize the SLA process to create wax patterns, so no tooling is needed, however a 3D CAD drawing is required. If you do not have such a drawing, we can usually produce one for you from a 2D drawing, a sample, or from a reverse scan of a sample. Please remember that the SLA process also creates a stepped surface finish and it is harder to control some of the tighter tolerances that may be required for a production component.
What is the mechanical and metallurgical integrity of an investment casting?
Many first time castings users are concerned with the possibility of porosity and shrinkage that are usually non-existent in bar stock or forgings? It is often comforting to know that investment castings are used for many critical applications in our world, with aircraft engines being the most common application that we see daily. While it is true that the inherent characteristics of molten metal can lead to porosities due to  shrinkage or metallurgical factors, these issues are dealt with at Niagara Investment Castings through the use of todays most modern solidification modeling technology and clean induction melting, so that we can address the potential problems well before the job goes to production. In addition, due to the fact that we are using wax patterns and ceramic molds which do not introduce foreign matter into the mold cavity like sand casting will, the integrity of an investment casting is almost always far superior to parts produced by other methods.
shrinkage or metallurgical factors, these issues are dealt with at Niagara Investment Castings through the use of todays most modern solidification modeling technology and clean induction melting, so that we can address the potential problems well before the job goes to production. In addition, due to the fact that we are using wax patterns and ceramic molds which do not introduce foreign matter into the mold cavity like sand casting will, the integrity of an investment casting is almost always far superior to parts produced by other methods.
Isn’t investment casting only for large quantities of parts?
This is probably the greatest misconception about investment casting. The truth is that we have customers who will buy castings in a range of quantities from 1 piece to thousands. The key is tooling amortization. This usually is the biggest factor in determining whether or not an investment casting is practical. We find that our clients usually feel that if a tool purchase can be justified over 1 to 2 years of cost savings, it makes sense to proceed with the project. However, there are many times when a tool can be justified in just one order. Every project is different, and sometimes the only way to know for sure is to have us evaluate your component at no cost to you to be sure you have all the facts to make an informed decision.
What kind of surface finish should I expect if I don’t need to machine the parts?
Because the ceramic shell is built around smooth patterns produced by injecting wax into a polished aluminum die, the resultant casting finish is excellent. Typically, a 125 micro finish is standard and even finer finishes can be obtained through common metal finishing operations such as blasting, polishing, or electropolishing. Sometimes a customer will have its own standards for surface blemishes (positives, negatives). These are discussed and agreed upon with the customer based on the function and cosmetic requirements of the part prior to release of the tooling order.